-
產(chǎn)品展示 機(jī)床鑄件 > 產(chǎn)品中心 >
消失模鑄件

圖文傳真:0317-8036262
E-mail:JHDEZC@163.com
 |
 |
 |
| 消失模鑄件 | 消失模鑄件 | 消失模鑄件 |
|
 |
 |
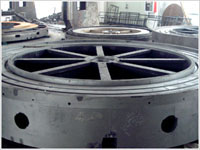
| 消失模鑄件 | 消失模鑄件 | 10米立車橫梁模型 |
 |
 |
 |
| 消失模鑄件 | 消失模鑄件 | 消失模鑄件 |
 |
 |
 |
| 消失模鑄件 | 消失模鑄件 | 消失模鑄件 |
 |
 |
 |
| 消失模鑄件 | 消失模鑄件 | 消失模鑄件 |
消失模鑄造(又稱實型鑄造)是將與鑄件尺寸形狀相似的石蠟或泡沫模型粘結(jié)組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負(fù)壓下澆注,使模型氣化,液體金屬占據(jù)模型位置,凝固冷卻后形成鑄件的新型鑄造方法。
消失模鑄件、消失模鑄造、消失模工藝介紹
1.鑄件尺寸形狀精確,重復(fù)性好,具有精密鑄造的特點;
2.鑄件的表面光潔度高;
3.消失模取消了砂型和制芯工部,根除了由于制芯、下芯造成的鑄造缺陷和廢品;
4.不合箱、不取模,大大簡化了造型工藝,消除了因取模、合箱引起的鑄造缺陷和廢品;
5.消失模采用無粘結(jié)劑、無水分、無任何添加物的干砂造型,根除了由于水分、添加物和粘結(jié)劑引起的各種鑄造缺陷和廢品;
6.消失模大大簡化了砂處理系統(tǒng),型砂可全部重復(fù)使用,取消了型砂制備工部和廢砂處理工部;
7.落砂極其容易,大大降低了落砂的工作量和勞動強(qiáng)度;
8.鑄件無飛邊毛刺,使清理打磨工作量減少50%以上;
9.可在理想位置設(shè)置合理形狀的澆冒口,不受分型、取模等傳統(tǒng)因素的制約,減少了鑄件的內(nèi)部缺陷;
10.消失模負(fù)壓澆注,更有利于液體金屬的充型和補(bǔ)縮,提高了鑄件的組織致密度;
11.組合澆注,一箱多件,大大提高了鑄件的工藝出品率和生產(chǎn)效率;
12.減少了加工余量,降低了機(jī)加工成本;
13.消失模易于實現(xiàn)機(jī)械化自動流水線生產(chǎn),生產(chǎn)線彈性大,可在一條生產(chǎn)線上實現(xiàn)不同合金、不同形狀、不同大小鑄件的生產(chǎn).
消失模鑄造(又稱實型鑄造)是將與鑄件尺寸形狀相似的泡沫模型粘結(jié)組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負(fù)壓下澆注,使模型氣化,液體金屬占據(jù)模型位置,凝固冷卻后形成鑄件的新型鑄造方法。
與傳統(tǒng)鑄造技術(shù)相比,消失模鑄造有下列特點:
1、鑄件質(zhì)量好,成本低;
2、材質(zhì)不限,大小皆宜;
3、尺寸
4、精度高,表面光潔,減少清理,節(jié)省機(jī)加;
5、內(nèi)部缺陷大大減少,組織致密;
6、可實現(xiàn)大規(guī)模、大批量生產(chǎn)。自動化流水線生環(huán)保。
7、可以大大改善作業(yè)環(huán)境、降低勞動強(qiáng)度、減少能源消耗。
- 立車鑄件 龍門銑床 龍門刨床 樹脂砂鑄件 4*14米落地鏜銑床
-
熱門產(chǎn)品
- 立車鑄件 龍門銑床 龍門刨床 樹脂砂鑄件 4*14米落地鏜銑床
-
相關(guān)產(chǎn)品


